
Hi Guys:
Ive been asked a couple times what the setup for a bevel cutting is, here is a dxf that
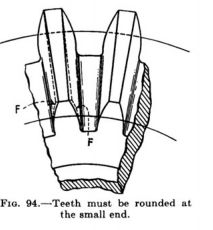
shows the way its done. You need a blank that looks liek this photo, the 4th axis is tilted to this
position shown, and the tool is zeroed at the position shown.
Thx
Art
Bevel Machining diagram
Bevel Machining diagram
- Attachments
-
Re: Bevel Machining diagram
Hi Art,
Thanks for the diagram. That is very helpful since I haven't done full CNC formed milling of gear teeth yet.
I am preparing to make some 18 tooth, straight tooth, DP 10, 20 deg pressure angle bevel gears that will mate together (90 deg shaft angle).
I have a 4th axis so I have generated 4th axis G-code.
In by tool collection I have an 1/8" ball end mill but the instructions in the generated G-code call for a "tool taper of 40.0 degrees whole angle, 20.0 degree on axis". The max tool diameter recommended in GM is slightly less than 1/8".
Travers has tapered end mills that go up to 15 degrees per side. I guess I'm not sure what tool I am looking for.
Please recommend a tool and where I can get one for the project I am working on.
In a previous post you recommended ONSRUD but I'm not sure where to start looking on their site.
Please help.
Best Regards,
Ed Legler
Thanks for the diagram. That is very helpful since I haven't done full CNC formed milling of gear teeth yet.
I am preparing to make some 18 tooth, straight tooth, DP 10, 20 deg pressure angle bevel gears that will mate together (90 deg shaft angle).
I have a 4th axis so I have generated 4th axis G-code.
In by tool collection I have an 1/8" ball end mill but the instructions in the generated G-code call for a "tool taper of 40.0 degrees whole angle, 20.0 degree on axis". The max tool diameter recommended in GM is slightly less than 1/8".
Travers has tapered end mills that go up to 15 degrees per side. I guess I'm not sure what tool I am looking for.
Please recommend a tool and where I can get one for the project I am working on.
In a previous post you recommended ONSRUD but I'm not sure where to start looking on their site.
Please help.
Best Regards,
Ed Legler
Re: Bevel Machining diagram
Hi Ed:
The taper of the mill will dictate the pressure angle of the gear. A 15 degree will make a 15 degree pressure angle. ( Thats close enough to 20 that youll likley not notice. Same Gcode will produce differing pressure angles just by changing the tool bits angle..
I can turn the older proven straight flute back on if you like, its the code used in the tested samples. Tilt rules and zeroing are the same, you just need a straight flute small enough to cut it. If you specify a facewidth thin enough then
1/8" is probably fine. I cut my tests with a 3mm or so. The taper code is untested though its been mathmatically verified and "should" work fine with any tapered bit. Honestly its been so long since I wrote it that Im tempted to put the straigth flute code back in anyway. The rewrite of GM will have to have better bevel Gcode I think, perhaps cut on the flat, take longer but then anyone coudl do it with less hassle.
Art
The taper of the mill will dictate the pressure angle of the gear. A 15 degree will make a 15 degree pressure angle. ( Thats close enough to 20 that youll likley not notice. Same Gcode will produce differing pressure angles just by changing the tool bits angle..
I can turn the older proven straight flute back on if you like, its the code used in the tested samples. Tilt rules and zeroing are the same, you just need a straight flute small enough to cut it. If you specify a facewidth thin enough then
1/8" is probably fine. I cut my tests with a 3mm or so. The taper code is untested though its been mathmatically verified and "should" work fine with any tapered bit. Honestly its been so long since I wrote it that Im tempted to put the straigth flute code back in anyway. The rewrite of GM will have to have better bevel Gcode I think, perhaps cut on the flat, take longer but then anyone coudl do it with less hassle.
Art
Re: Bevel Machining diagram
Thanks Art,
What's involved in getting the straight flute code back in?
How do updates work with Gearotic Motion?
Ed
What's involved in getting the straight flute code back in?
How do updates work with Gearotic Motion?
Ed
Re: Bevel Machining diagram
Ed:
Updates are always free and if you check the downloads page there is a link
called Changelog. It lists when and why the current downloads versions are there.
Im about to move the dev version to slot #1, since its now quite old, so I can pretty easily I think
turn on the straight bevel code and put it up as download #2. Ill let you know when its happened.
Art
Updates are always free and if you check the downloads page there is a link
called Changelog. It lists when and why the current downloads versions are there.
Im about to move the dev version to slot #1, since its now quite old, so I can pretty easily I think
turn on the straight bevel code and put it up as download #2. Ill let you know when its happened.
Art
Re: Bevel Machining diagram
Ed:
The original code for straight flute bevels is now available, see a post Im about to make in New Releases for details.
Thx
Art
The original code for straight flute bevels is now available, see a post Im about to make in New Releases for details.
Thx
Art
Re: Bevel Machining diagram
Thanks for the quick response.
Have you ever tried cutting bevel gears with a milling cutter meant for spur gears?
(the kind with multiple teeth that cuts the full form space between the teeth)
I think it may be possible with two passes with the blank rotated slightly and the cutter slightly offset.
I had been thinking about that process for a while when I discovered Gearotic Motion.
I am excited about being able to generate the tooth form using 4 axis code.
You mentioned in the release update something about engraving the bevel gears with the blank flat. Does this mean the bevel gear shaft axis will be vertical and parallel to the tool?
Ed
Have you ever tried cutting bevel gears with a milling cutter meant for spur gears?
(the kind with multiple teeth that cuts the full form space between the teeth)
I think it may be possible with two passes with the blank rotated slightly and the cutter slightly offset.
I had been thinking about that process for a while when I discovered Gearotic Motion.
I am excited about being able to generate the tooth form using 4 axis code.
You mentioned in the release update something about engraving the bevel gears with the blank flat. Does this mean the bevel gear shaft axis will be vertical and parallel to the tool?
Ed
Re: Bevel Machining diagram
Ed:
An involute cutter wont work on a bevel as the tooth form shrinks as you approach the cone tip. Its this shrinking
involute form that usually the troublesome bit to do in a bevel. Its why special machines are used to make them generally.
When the recode of GM is complete ( which will take awhile yet. :) ), I will be looking at my options for bevel Gcode
as its the hardest module to do. I'm thinking that its possible using a pocketing strategy such as a waterline
pocketing with the axis vertical. While this would be slow, it would be generally easy for a person to do. Im continously thinking of better ways to do things as I untangle the rats nest of code which is GM and create a new cleaner environment
for the GT's interface and outputs. So feel free to input suggestions as I go, you may not see the results till next season,
but Im considering all idea's as I go forward.
Thx
Art
An involute cutter wont work on a bevel as the tooth form shrinks as you approach the cone tip. Its this shrinking
involute form that usually the troublesome bit to do in a bevel. Its why special machines are used to make them generally.
When the recode of GM is complete ( which will take awhile yet. :) ), I will be looking at my options for bevel Gcode
as its the hardest module to do. I'm thinking that its possible using a pocketing strategy such as a waterline
pocketing with the axis vertical. While this would be slow, it would be generally easy for a person to do. Im continously thinking of better ways to do things as I untangle the rats nest of code which is GM and create a new cleaner environment
for the GT's interface and outputs. So feel free to input suggestions as I go, you may not see the results till next season,
but Im considering all idea's as I go forward.
Thx
Art
Re: Bevel Machining diagram
Art,
Way back when I was an apprentice I seem to recall one of the old guys telling me about a formula for using an involute cutter for 'faking' in a bevel. If I remember correctly, you set the angle of the bevel by angling the dividing head and cutting all of the teeth. Then you rotated the dividing head a certain amount to one side and lowered the Z axis a certain amount to center it on the original gear gap on the small end and recut all of the teeth, which widened one side of the tooth at the large end. After recutting all of the teeth, you rotated the dividing head the same amount in the opposite direction and raised the Z to recenter it and then cut the other side of the teeth which widened the rear of the other side of the tooth but left the small end alone. I think the formula is in one of my old Machinery's Handbook or one of my old Audels Machinists books. I'll dig through them and see if I can find it.
Wiley
Way back when I was an apprentice I seem to recall one of the old guys telling me about a formula for using an involute cutter for 'faking' in a bevel. If I remember correctly, you set the angle of the bevel by angling the dividing head and cutting all of the teeth. Then you rotated the dividing head a certain amount to one side and lowered the Z axis a certain amount to center it on the original gear gap on the small end and recut all of the teeth, which widened one side of the tooth at the large end. After recutting all of the teeth, you rotated the dividing head the same amount in the opposite direction and raised the Z to recenter it and then cut the other side of the teeth which widened the rear of the other side of the tooth but left the small end alone. I think the formula is in one of my old Machinery's Handbook or one of my old Audels Machinists books. I'll dig through them and see if I can find it.
Wiley
Re: Bevel Machining diagram
Hi Wiley:
I have heard of that, but Ive refrained from experimenting with it as I dont really understand the math
of it, how the involute is affected. Let me know what you finf, perhaps it will help.
Thx
Art
I have heard of that, but Ive refrained from experimenting with it as I dont really understand the math
of it, how the involute is affected. Let me know what you finf, perhaps it will help.
Thx
Art
Re: Bevel Machining diagram
Art,
I couldn't find the table that I was looking for in any of my old books, but I did find this explanation. http://www.archive.org/stream/americ.../n148/mode/1up . The explanation starts on about page 145.
Wiley
I couldn't find the table that I was looking for in any of my old books, but I did find this explanation. http://www.archive.org/stream/americ.../n148/mode/1up . The explanation starts on about page 145.
Wiley
Re: Bevel Machining diagram
You still have to hand file the smaller end above the pitch line for the length of the tooth to correct the DP at the smaller end.
John S.
John S.
John S.
Nottingham, England
Nottingham, England
Re: Bevel Machining diagram
Hi Art,
Does your straight flute bit straight bevel gear cutting method allow you to leave the rotary axis at 90 degrees for all pitch cone angles?
--Justin
Does your straight flute bit straight bevel gear cutting method allow you to leave the rotary axis at 90 degrees for all pitch cone angles?
--Justin
Re: Bevel Machining diagram
Justin:
No, in all cases the 4th axis must be tilted to the cone angle so the cutting is perpendicular to the tooth profile.
Ill be looking into a waterline type of flat cutting for the fall re-release. Its my intention to have a much higher
level Gcode module so you can see the toolpaths and such as you setup for Gcode cutting.
Art
No, in all cases the 4th axis must be tilted to the cone angle so the cutting is perpendicular to the tooth profile.
Ill be looking into a waterline type of flat cutting for the fall re-release. Its my intention to have a much higher
level Gcode module so you can see the toolpaths and such as you setup for Gcode cutting.
Art
Who is online
Users browsing this forum: No registered users and 2 guests